
99.99% Pure Copper 3D Printing Powder Achieved by DLP Process

Pure copper 3D printing is still a current research hotspot. Commenly known pure copper 3D printing processes include laser/electron beam powder (bed) melting, binder jetting, and FDM-type desktop processes. They are far from being used on a large scale like other materials. In this issue, 3D printing technology reference introduces another pure copper 3D printing process - DLP-based digital light processing technology.
The developer of this technology is the American Holo company, which was acquired by Autodesk in 2014 and launched the Autodesk Ember 3D printer based on the DLP process. But its founders eventually spun the company out of Autodesk in 2017 in order to better grow the business, and have been using the original technology to develop metal 3D printed parts.
Conclusionprietary metal-polymer slurry + mature MIM back-end process
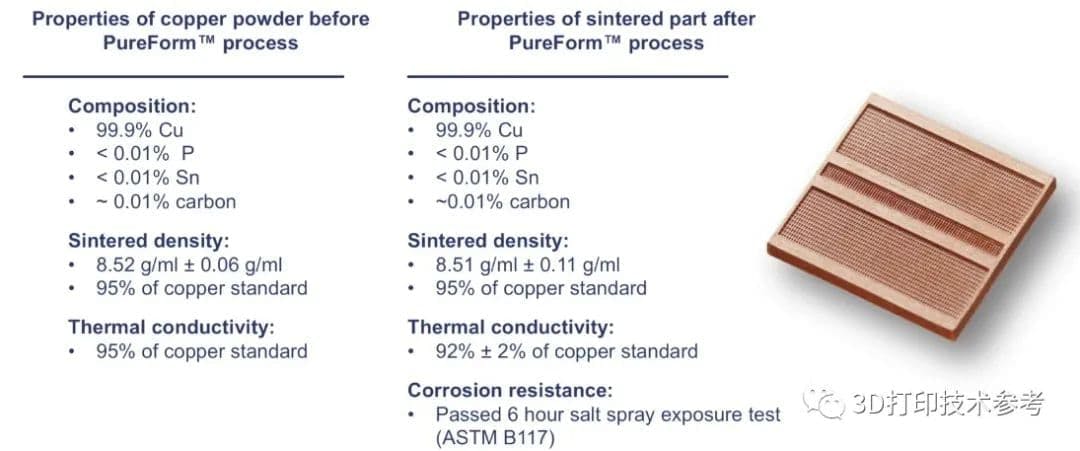
The pure copper 3D printing process based on DLP adopts Holo's proprietary PureForm technology, and uses a high-resolution optical imager to 3D print the paste mixed with pure copper powder and photosensitive resin, combined with a very mature metal The back-end process of injection molding (MIM), debinding and sintering the printed green body, ultimately produces a high-performance part.
For the development of pure copper 3D printing process, the main focus is on thermal conductivity and electrical conductivity. The conductivity of copper is directly related to its purity, and any contaminants, especially iron, will affect the final performance. This is equally important for processes based on DLP, 3DP, or injection molding, however, other substances need to be added to the metal powder during the actual manufacturing process to produce high-purity, high-density and high-fidelity parts.
Powder metallurgy processes for debinding and sintering are well established, and it was critical that Holo first selected a supplier that could provide the right chemistry; second, the composition of the resin matrix was optimized, which is different from the one used in metal injection molding of wax-based materials, certain chemicals in the latter can affect the mechanical or chemical properties of sintered parts. Holo requires a balance between formability and guaranteed performance, and if the resin contains contaminants, it needs to be removed by a specific gas during the sintering process.
Holo's pastes have excellent dispersibility, resulting in uniform layer thicknesses during printing, and the printer can cure new layers in less than 10s. At present, the density of pure copper formed by Holo through the DLP+ degreasing sintering process is 96-98% on average , which is enough to reach 95% of the thermal conductivity and electrical conductivity of bulk copper. In addition, the process may also reduce the cracking problem caused by laser printing.
Optimized design + 3D printing to double the performance of the product
Traditionally, some types of cooling plates need to be manufactured by cutting, cutting out dozens of fins on a metal workpiece, each about 110 μm thick and about the same spacing. Due to the limitations of the cutting path, these fins are machined in a straight line to cool the device by creating a laminar flow of air or liquid. Traditionally, this flow is not ideal. Laminar flow through the straight channel creates a boundary layer that descends along each side of the fin, reducing the effectiveness of heat transfer. What 3D printing can do is to break through product design.
Holo designed several beams along the fin structure for the cooling plate, each with a unique design, the number of which varies depending on the location of the hot spot on the chip and the ideal flow distribution of the coolant within the manifold. In this example, the effective area of the cooling plate is 30*30mm and contains hundreds of tiny pyramid-like structures with a height of about 150μm, which are used as spoilers to increase the turbulence of the coolant in the manifold. The manifold tube sits on top of the pyramid structure and can hardly be machined in any other way, and even with a laser-based SLM process, there is a risk of powder falling into it .

However, Holo’s DLP-based traditional 3D printing produced fins with a width of 170 μm, which is significantly inferior to traditional processes , but the fact is that the heat transfer capacity of the final product is twice that of traditional products. It is the innovative design of the part that achieves a higher level of performance than conventional products, and this performance improvement will continue to double if the process is further optimized to increase the accuracy to 100μm.
Conclusion material, one market
It's worth noting that Holo has never defined itself as a 3D printer equipment developer , but a parts supplier, and won't be selling its branded equipment, at least anytime soon. Holo targets the end-use market -- developing cooling solutions for industries such as data centers in the computer industry, high-end CPUs, and electric vehicles -- and follows the principle of one material, one market, a $4 billion market.
Based on its patented process, Holo has launched 316L, 17-4PH, composite, ceramic and pure copper products. Currently, one of their pilot lines can produce 20,000 small pure copper parts per month, and hope to produce millions of copper heat sink parts per year . 3D printing has revolutionized traditional heat sink design, and Holo certainly sees an opportunity in mass production as well as in the manufacture of complex parts.
Based on its market positioning, Holo focuses on three challenges. One is material density. Device parts used for liquid cooling must be completely dense and closed. Even a small leak can cause danger. Holo needs to study the printing and sintering behavior to ensure sufficient density and repeatability of parts manufacturing; two It is thermal conductivity, which involves the final purity of the material, and any contamination-related matters need to be taken into account; the third is product design. Holo defines itself as a parts manufacturer, so it can not only study materials and processes, but also need innovative products Design, which undoubtedly requires understanding the ills of products in key industries.
Conclusion
Whether for computer chips or batteries for electric vehicles, with the increase of power, the requirements for heat dissipation of the devices are getting higher and higher. Complex heat exchangers and liquid cooling devices require high-fidelity, complex geometries, and 3D printing provides a new manufacturing process that breaks through traditional machining and welding solutions. Traditional industries will benefit greatly from additive manufacturing, but investing in new manufacturing technologies that they don’t understand may not be the best solution.
Regardless of the process, manufacturing accuracy is critical, and especially for sinter-based DLP and binder jetting technologies, part shrinkage is an important issue to overcome.



